Every so often I find myself needing to do more to some mortise and tenon joinery and have often thought that I wanted a dedicated mortiser.
My first big problem is I simply don't have room for another machine in my shop the second problem is I’m basically lazy and I just hate ten minute set ups for 5 minute jobs.
I was reading Bill Hiltons great book on using the router and I noticed that he had shown the router set up with two fences.
Eureka!
I have two fences!
I skipped out to the shop and grabbed a couple of pieces from the scrap pile and milled and faced them as shown here:
 |
| From router fence mortise |
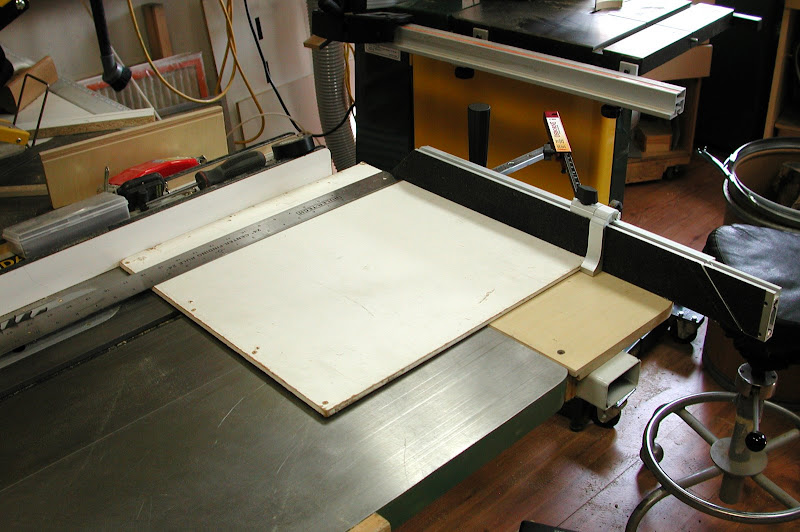
I clamped the big board in my vice and marked off a couple of spots for my mortise.
 |
| From router fence mortise |
I grabbed the router I had that had two identical fences available and slipped one on either side of the guide rods.
 |
| From router fence mortise |
Next, I dropped the router on the board clamped in my vice and lined it up with the previously drawn centerline. Because the fences are adjustable you can position your mortise and tenon anywhere along the edge of the material With really narrow material just use acouple of spacers on each side of the piece to be morticed.
 |
| From router fence mortise |
 |
| From router fence mortise |
 |
| From router fence mortise |
 |
| From router fence mortise |
I tried a couple of passes on the test base to get the feel for this rig and then proceeded to cut the tenon over on my table saw. After having a rather dismal result truing the shoulders of the tennon using my Osborne miter gauge I discovered that there was some play in the miter stop and that was preventing me from getting an accurate shoulder all the way around the tendon. A small turn with a spanner wrench and we were good to go.
I should mention that I did use a dedicated tenon device on the table saw to exactly position the tenon for proper fit in the mortise.
 |
| From router fence mortise |
 |
| From router fence mortise |
Here is the final result and I am pleased with the fit and the overall time it required to make this joint.
I am estimating that including scouring out the mortise with a chisel and cutting the tenon that my working time start to finish should be in the 4 to 5 minute range. What I like best about this system is it required no additional purchases apart from an extra fence guide and requires no specific footprint in my small shop.